Die Frage, ob es sich lohnt die kleine Proxxon MF 70 auf CNC umzubauen, muss natürlich jeder für sich selbst beantworten. Verglichen mit dem Preis für die Fräsmaschine selber ist so ein CNC-Umbau teuer, da er schnell in Preisbereiche der Maschine selbst vordringt. Am Ende hat man eine Maschine für ~600€ im Hobbykeller, dessen Geld man auch direkt in eine größere Maschine hätte stecken können.
- Relativ günstiger Einstieg
- Intuitives Erlernen durch Bausatz
- Maschine liefert gute Ergebnisse
- Noch mehr Geld in zu kleine Maschine
- Technisches Verständnis nötig
Hat man allerdings schon eine MF 70, kommt man für ~200€ mehr an eine vollwertige, fertig nutzbare CNC Fräsmaschine und nicht eine nur als „ready“ gelabelte.
Ich hatte mich deshalb dafür entschieden auf einen fertigen CNC Umbausatz von ebay für meine bestehende MF 70 zurückzugreifen. Bei dem CNC Ready Angebot von Proxxon hätte die gesamte Steuerungselektronik nämlich zusätzlich beschafft werden müssen. Es ist also teurer eine CNC Ready Variante zu betreiben als eine normale mit einem Umbausatz auf CNC umzurüsten.
Wer in den CNC Bereich einsteigen möchte, sollte sich bewusst sein, dass hier schon ein gewisses technisches Verständnis vorausgesetzt wird. Mal eben was fräsen, wie man mal eben etwas druckt, ist wünschenswert, aber illusorisch.CNC Umbausatz für Proxxon MF 70
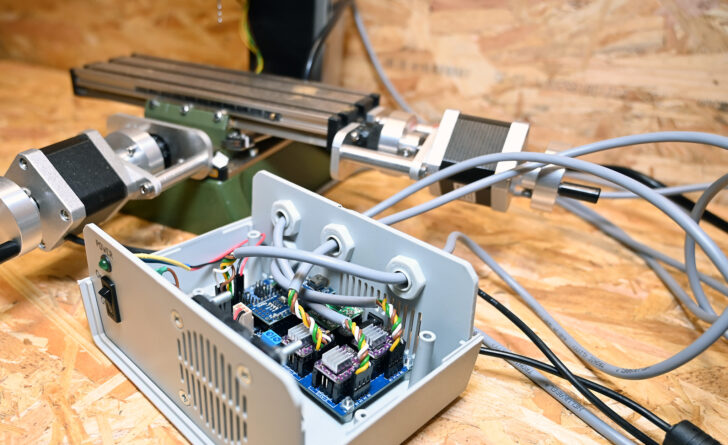
Proxxon MF 70 CNC Steuerung
Der Grund für den Umbausatz liegt m.E. im All-in-one Rundum-Sorglos Paket. Warum sollte ich mir Gedanken machen, wenn andere das bereits getan haben? Das bin ich dann auch gerne bereit zu zahlen. Bei ebay gibt es zahlreiche Umbausätze für die MF 70 und so habe ich mich für einen entschieden, der alles Notwendige mitliefert, inkl passendem Gehäuse für die Elektronik mit Lüfter, Kühlkörper usw. So konnte ich mich direkt mit dem Aufbau der CNC Funktion beschäftigen. Es stellte sozusagen das Lehrgeld für mich dar, um in CNC einzusteigen. Basierend auf den ersten Erfahrungen mit der kleinen Fräse ist dann für weitere Bearbeitung rund um den Modellbau mittlerweile eine größere von Sorotec in den Hobbykeller gekommen – mit der MF 70 anzufangen, war aber richtig und genutzt wird sie heute noch immer, vor allem für kleine, präzise Arbeiten.
Wie es immer so ist: Zunächst war das Argument, dass man weiter manuell fräsen können soll trotz Motoren, ein entscheidenes Kaufkriterium. Nach einigen Stunden ist aber festzustellen dass man, hat man die Maschine erstmal auf CNC umgebaut, gar nicht mehr manuell fräst. Zumindest bei mir war das so.Warum überhaupt CNC fräsen?
Als ich in das Hobby eingestiegen bin, war spätestens mit der ersten Kurve, die ich im Zick-Zack-Muster nur grob von Hand ausgefräst und dann händisch in Form gefeilt habe, klar, dass ich irgendwann eine solche Maschine brauche. Die CNC Fräse fräst mir die Kurve genau so wie ich sie haben will – gebrauchsfertig. Dies nicht nur als Schnittkante, sondern auch als Pocket / Aussparung, wo eine händische Nachbearbeitung praktisch nicht möglich ist (Schwingenführung z.B.).
Außerdem habe ich 2021 meinen Workflow insgesamt verändert und mit FreeCAD meinen persönlichen Durchbruch gehabt was die Konstruktion mit 3D CAD Programmen angeht – ich habe also alles, was ich irgendwie erdenke oder verändern möchte, jetzt ohnehin bereits digital vorliegen. Da ist es nur naheliegend nicht weiter auszudrucken und von Hand zu bearbeiten, sondern die Maschine direkt die Arbeit machen zu lassen. Das schafft auch zeitliche Freiräume.
Komponenten für den CNC Umbau
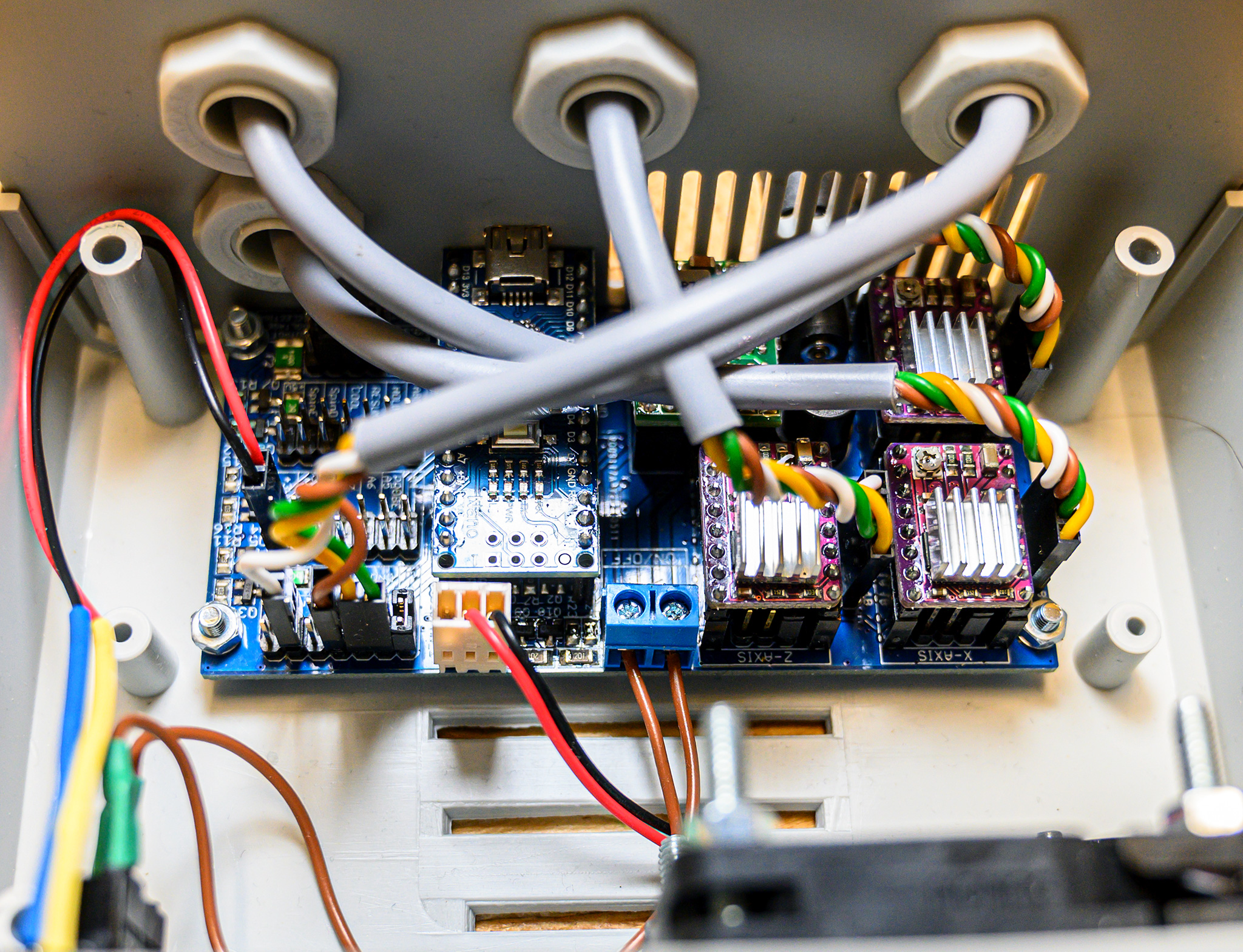
Alle Umbausätze für die Proxxon MF 70 basieren, soweit ich das sehen konnte, auf einem Arduino Controller, an dem ein CNC-Controller (CNC-Shield) angeschlossen wird. Als Software auf dem Chip kommt GRBL zum Einsatz und mit NEMA Schrittmotoren wird der Kreuztisch und die Z-Achse schließlich bewegt. Im Grunde kommt diese Technik von der DIY-Entwicklung im 3D-Druck-Bereich. Da aber auch beim Fräsen letztendlich nur ein paar Achsen genau bestimmt bewegt werden müssen, hat das Prinzip auch längst das CNC-Fräsen erreicht. Den DIY-Charakter hat es dabei behalten, zumindest bei der MF 70.
- Arduino
Arduino ist eine vollständige Entwicklungsplattform, bestehend aus Hard- und Software. In der Regel meint man aber den Microcontroller selbst, wenn man vom Arduino spricht. Hierbei handelt es sich um einen quelloffenen Eingabe/Ausgabe Controller, der eben auch Aufgaben für eine CNC Steuerung übernehmen kann. - Schrittmotoren
Damit der Kreuztisch sich bewegt, muss ein Motor das übernehmen, was man vorher per Hand gemacht hat: kurbeln! Hierfür kommen Schrittmotoren zum Einsatz. Sie unterscheiden sich von normalen Motoren dahingehend, dass die Drehung der Motorspindel, wie der Name vermuten lässt, in fest definierten Schritten erfolgt. Dies erlaubt eine gradgenaue Einteilung der Drehung und somit präzise Veränderung der Verfahrwege am Kreuztisch. Die Schrittmotoren werden beim CNC Umbau auf die bestehenden Kurbeln mit Distanzstücken und Adaptern einfach auf die MF 70 aufgeschraubt. So bliebe auch ein Rückbau jederzeit möglich. - CNC-Shield / Schrittmotor Treiber
Damit der Motor weiß, wann er sich wie in welche Richtung zu drehen hat, gibt es Schrittmotor-Treiber. Diese wandeln speziellen Code in Steuerbefehle um und senden diese als Impuls an die Schrittmotoren. Die Schrittmotortreiber sitzen einzeln auf dem CNC-Shield und sind einzeln aus- und einsteckbar. Wie auch alle anderen Komponenten sind diese also recht günstig zu erwerben, wenn mal irgendetwas abrauchen sollte. - Endpunkte
Es gibt Bausätze mit und ohne Endreferenzpunkte. Endpunkte sind Tastkontakte und weisen den Controller an, dass das Ende (oder der Anfang) der jeweiligen Achse erreicht wurde. Sie werden am Kreuztisch sowie auf der Z-Achse montiert und grenzen das Koordinatensystem perfekt ein, weil über diese Punkte nicht hinaus gefahren werden kann (oder ab diesem Punkt nur bis zum vorgegebenen Wert). Mit einer Referenzfahrt wird zu diesen Endpunkten gefahren und die CNC MF 70 weiß dann immer exakt an welcher Position sie sich in ihrem Raum befindet.
Teileliste für Proxxon MF 70 CNC-Umbau
Wer nicht auf ein Komplettset zurückgreifen möchte, dem mag vielleicht diese Teileliste helfen, in der alles aufgelistet ist, was man für den Umbau auf CNC benötigt:
| Artikel | Anzahl | Bezug | Preis |
| CNC Shield | 1 | ebay, amazon | ca. 20 € |
| NEMA 17 Schrittmotoren | 3 | 132 | ca. 40 € |
| Montagesatz f. Schrittmotoren | 1 | Aliexpress, ebay | ca. 50 € |
| DRV8825 Schrittmotor-Treiber | 3 | amazon, ebay | ca. 15 € |
| Steuerleitung LIYCY 04-5 | 5m | Reichelt | ca. 5 € |
| Tastschalter | 6 | Reichelt | ca. 10 € |
| Litze | Set | amazon | ca. 10 € |
| Netzteil | 1 | amazon, ebay | ca 20 € |
| Gehäuse | 1 | amazon | ca. 10 € |
| Lüfter | 1 | Reichelt | ca. 3 € |
| Summe | ca. 183 € | ||
Und doch mag das Ganze erstmal unübersichtlich erscheinen. Nicht zu vergessen ist, dass man beim manuellen Kauf und Zusammenbau auch noch Werkzeug benötigt, um die Leitungen mit JR-Steckern versehen zu können usw.. Außerdem hat man von einigem dann zu viel, weil es eben keine passenden Sets gibt. Den ganzen Stress habe ich mir erspart und mittlerweile gibt es auch Umbausätze, die günstiger sind als der Einzelkauf der Komponenten. Und von Versandkosten ganz zu schweigen…
Der Umbau auf CNC
Im Grunde ist es so simpel, dass sich gar nicht groß lohnt dies allzu ausschweifend zu beschreiben. Der Umbausatz lieferte zudem eine vollständige Beschreibung der Komponenten und des Umbaus selbst mit. Das war idiotensicher.
- Die Schrittmotoren werden mit den Distanzstücken auf die Achsen geschraubt
- Die Elektronik wird zusammengesteckt und geschraubt und im Gehäuse verstaut
- CAM Software herunterladen (Estlcam z.b.), Zeichnung laden, Fräskanten markieren und los
Spielfreie Achsen dank Axiallager F6-12M
Vor allem die Z-Achse neigt auch unabhängig des (möglichen) Spiels durch die Gewindestange schnell zu zu viel Spiel, bei der sich die gesamte Achse bewegt. Das erkennt man daran, wenn man den Fräskopf der Maschine leicht hoch und runter bewegen kann. Nicht selten kommt es dass, wenn man in ein Werkstück taucht, zunächst genau dieses Spiel den Fräskopf nach oben statt in das Werkstück drückt. Wenn man das Bedienrad für die X oder Y Achse ebenfalls leicht heraus oder eindrücken kann, sind auch diese Achsen betroffen. Für den CNC Bereich ist das natürlich sehr ungünstig und glücklicherweise lässt sich dieses Problem einfach mit Axial Kugellagern beheben. Diese gibt es vergleichsweise günstig, sodass ich direkt alle Achsen damit versehen habe.
Der Einbau der Axiallager ist denkbar einfach: Hierfür ist die Maschine zu demontieren und die Lager mit auf die Gewindestange aufzufädeln, dass sie am Rahmen der Maschine anliegen. In die Aussparung, in der sich die Unterlegscheibe befand, wird mit einem 12 mm Bohrer das Loch erweitert. Die M6 Mutter festziehen, fertig. Et voila: Die Achsen sind spielfrei im Kreuztisch und an der Z-Säule und bleiben sehr leichtgängig. Das ist auch für das manuelle Arbeiten an der MF 70 eine eindeutige und günstige Empfehlung, da es die Funktionalität erheblich verbessert.

Axialkugellager für die MF 70
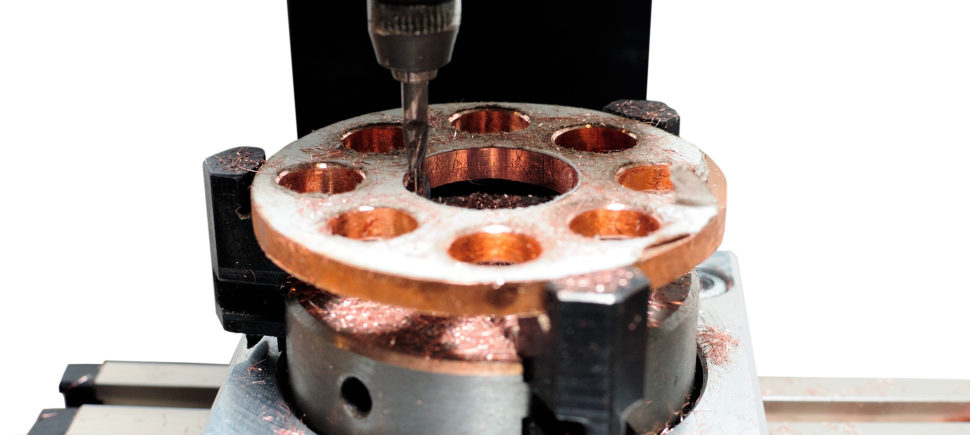
Die ersten CNC Schritte: MF 70 CNC und Messing
Was CNC vom Kurbeln per Hand unterscheidet, ist die Sensorik des Menschen. Die Maschine hat weder Augen noch Ohren und auch kein Feingefühl in den Fingern. Sie macht immer exakt das, was man ihr als Aufgabe gibt. Deshalb muss man etwaige Probleme bereits im Vorfeld ausschließen und sollte wissen, was man der Maschine sagt, was sie tun soll. Dafür ist es zum einen wichtig dass keine Spannpratzen im Verfahrweg stören und zum anderen, dass das richtige Werkzeug mit dem richtigen Vorschub in der richtigen Eintauchtiefe verwendet wird. Messing bei den für das Hobby kleinen Fräser-Durchmessern ist durchaus kritisch. Vor allem das häufig anzutreffende MS 63 macht gerne Probleme beim CNC Fräsen, weil es dazu neigt am Fräser aufsteigen zu wollen. MS 58 kann, dafür ist es ja auch gedacht, deutlich besser gefräst werden und beseitigt einen Großteil der Herausforderungen schon von sich aus. Ich verwende zum Fräsen nur noch MS 58.
MS 63 ist für die Kaltumformung gedacht, lässt sich also ideal biegen. MS 58 ist speziell für die Zerspanung gedacht. Man sollte ausschließlich MS 58 fräsen. Leider haben viele Baumärkte nur MS 63 im Angebot, dies aber nicht kenntlich gemacht und meist wissen die Verkäufer nicht mal um den Unterschied. Messing ist eben nicht Messing!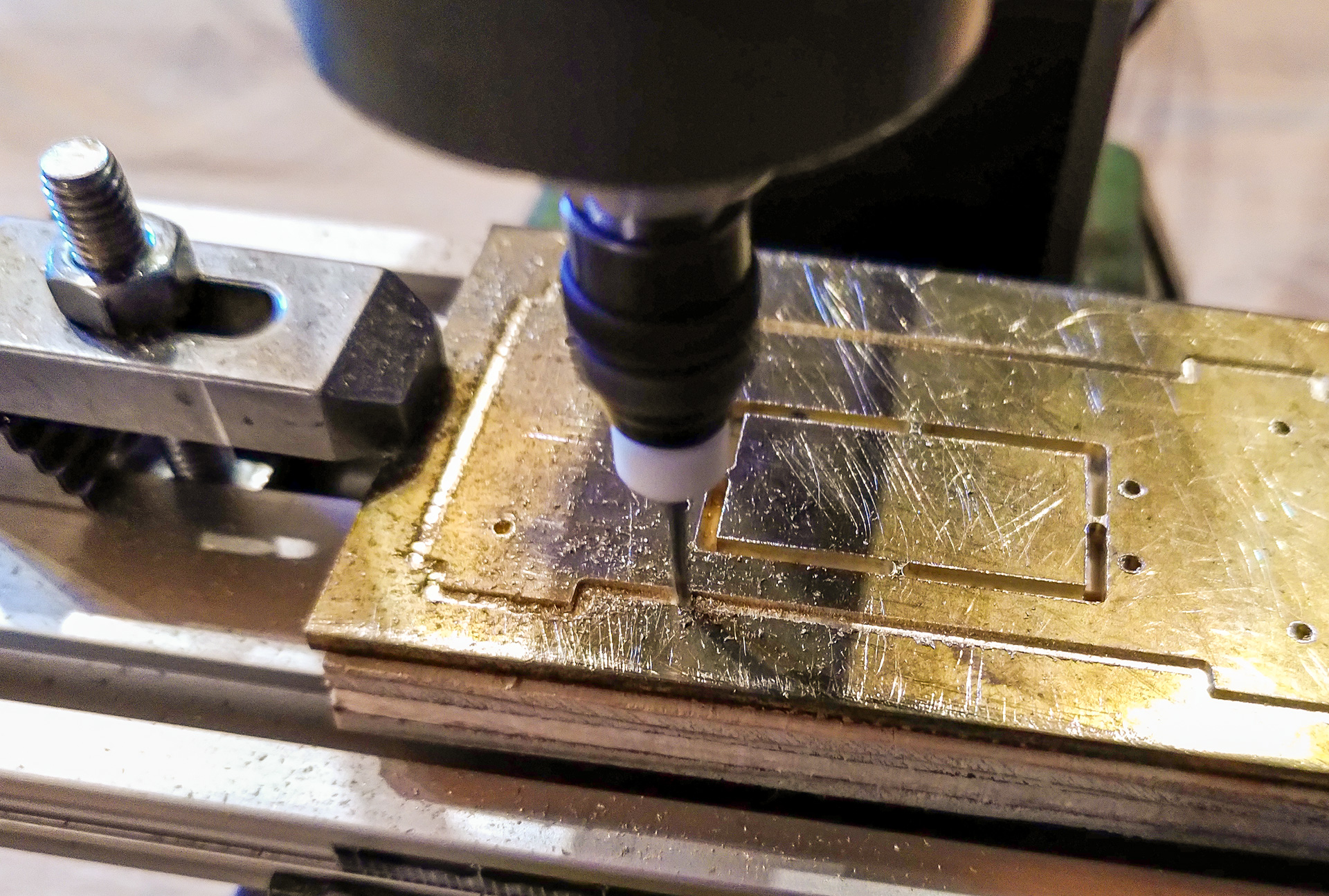
Proxxon MF 70 CNC: Messing fräsen
Außerdem ist die Wahl des Fräsers natürlich von entscheidender Bedeutung. Die MF 70 hat den Vorteil einer im Vergleich wirklich stabilen Z-Achse (dafür ist der Kreuzschlitten etwas „lappig“), was vor allem bei Messing mit kleinen Fräsdurchmessern ideal ist. Dementsprechend kommt die Proxxon auch trotz leistungsfähigerer Fräsmaschine von Sorotec noch immer zum Einsatz bei kleineren Messingteilen.
Faustregeln, oder: Erfahrungen muss jeder selbst machen
Ich habe festgestellt, dass mit (seriösen) Faustregeln sehr gegeizt wird, sodass ich mich auch erstmal aufgeschmissen fühlte, welche Einstellungen ich denn zu verwenden habe. So fing ich erstmal vorsichtig an. Beim Fräsen kommen einfach viele Faktoren zusammen die miteinander funktionieren müssen und in Abhängigkeit stehen: Material, Fräser, Durchmesser, Vorschub, Eintauchtiefe, Temperatur (Kühlung), Einspannung, Fräsdauer, Fräsrichtung (Vorlauffräsen / Nachlauffräsen)… Pocket, Schnitt, Kantenverrundung, Eintauchen, Oberflächenabtragung… Jede dieser Komponenten und Methoden ist anders und beeinflusst das Ergebnis. Zwar gibt es durchaus einige Formeln, so wirklich warm bin ich mit diesen aber nicht geworden, was vor allem daran liegt, dass ich mit meinen kleinen Durchmessern einfach aus der Norm falle, für die diese Faustregeln gelten. Außerdem limitiert die Maschine aus sich heraus schon. Entweder habe ich Mondwerte beim Vorschub, oder die Drehzahl wandert in sechsstellige Bereiche.

NEMA 17 mit durchlaufender Spindel, Möglichkeit der manuellen Bedienung bleibt erhalten
Es geht nichts über praktische Erfahrung! Auch wenn die Maschine für einen fräst, gehören die Sinne wie auch im Handwerk eingeschaltet und genau beobachtet, was passiert. Und einige zerstörter Fräser und Werkstücke weiter hat man schon ein ganz gutes Gespür dafür wie tief man eintaucht, wie viel Vorschub man ansetzt und wie lange man der Maschine die Arbeit zumuten darf.
Einstellungen für Estlcam
Eine Software, in die man Bilddateien oder Zeichnungen laden kann, Schnittkanten oder Bohrlöcher etc. bestimmen und in G-Code übersetzen kann, ist Estlcam von Christian Knüll, der er es auf seiner Website vertreibt. Man kann die Software allerdings auch in aller Ruhe zuvor testen. Lediglich beim Abspeichern oder dem Aufruf des eigentlichen Fräsvorgangs erscheint bei unlizensierter Version ein Hinweis, dass sich seine Urlaubskasse über einen Lizenzerwerb freuen würde. Für die MF 70 verwende ich die folgenden Einstellungen bei Fräsern von 1-3 mm:
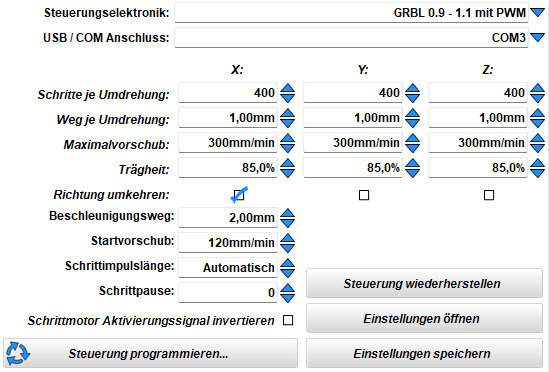
Proxxon MF 70 Estlcam Einstellungen
Das ist allerdings nicht in Stein gemeißelt. Je nach Einstellung des Kreuztisches (Leicht- oder Schwergängigkeit) ist es möglich, dass den NEMA 17 Schrittmotoren gerade bei schneller Drehzahl der Drehmoment ausgeht und man Schrittfehler bekommt. Auch hier gilt, dass man neugierig bleiben und Spaß an der Sache haben sollte. Wer einfach nur die Werkstücke benötigt, ist vielleicht bei einem CNC Dienstleister besser aufgehoben.
Bewegt man z.B. alle drei Achsen gleichzeitig mit hohe Geschwindigkeit, erfordert dies eine hohe Leistungsaufnahme der Motoren. Dadurch reduziert sich allerdings der Drehmoment, den jeder Motor aufbringen kann. Ist nun der Kreuztisch relativ schwergängig, schafft der Motor ggf. nicht jeden Schritt auch wirklich auf die Achse zu bringen. Im Ergebnis ist hat die Software dann eine andere Position berechnet, als der Motor physikalisch umgesetzt hat: Das Werkstück verliert sein Maß.Unerwartete Maßhaltigkeit dank exakter Spindelmuttern
Ich muss gestehen dass ich aufgrund des Fehlens einer vernünftigen Spindel, wie einer Kugelumlaufspindel oder wenigstens einer Trapezspindel, und dem daher erstmal zu erwartenden Umlaufspiel, mit größeren Maßabweichungen gerechnet hatte. Das Ergebnis hat mich dann allerdings doch überrascht. Obwohl ich wie bei diesem Bauteil nur jeweils 0,3 mm tief zugestellt habe, der Fräser also ganze sieben Mal durchs Material läuft, hat das Endergebnis eine zu vernachlässigende Maßungenauigkeit von 0,03mm.
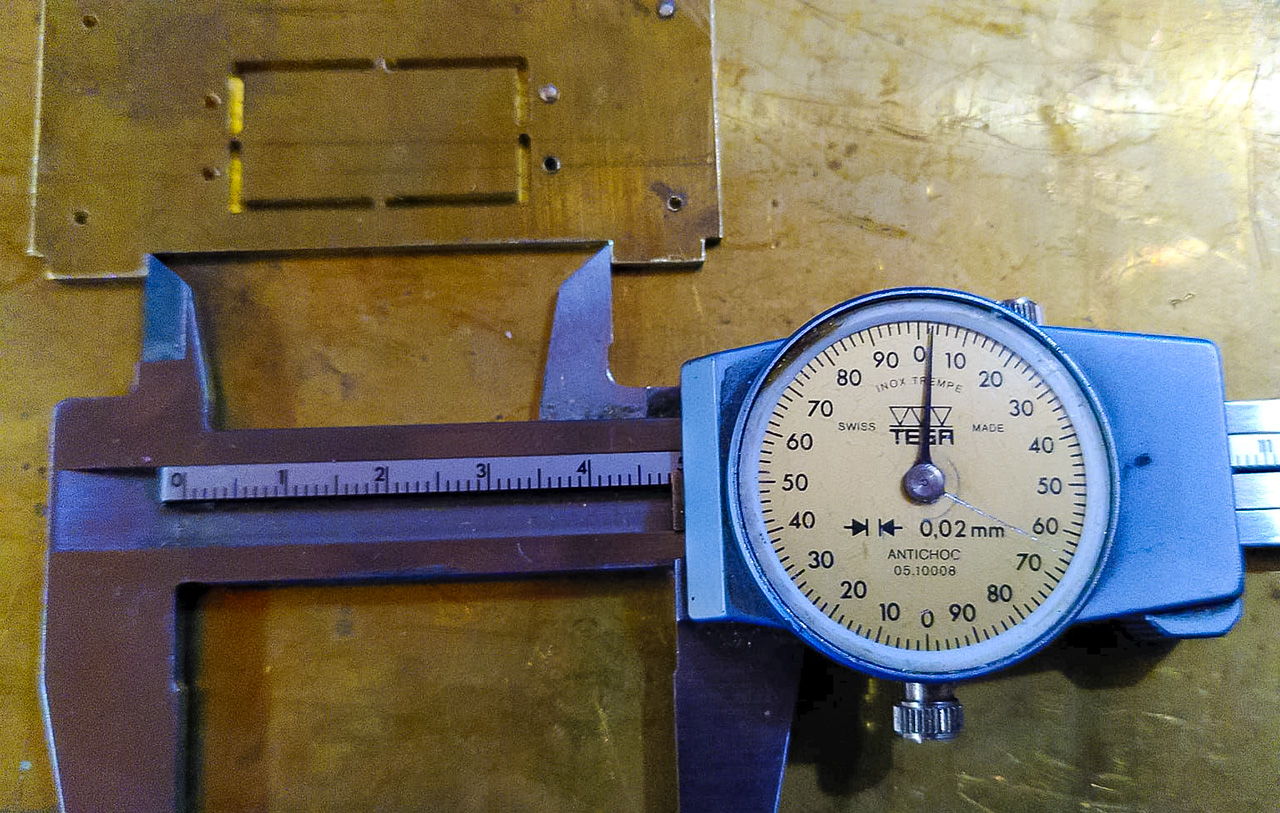
Maßabweichung nach CNC Fräsen
Etliche Fräsarbeiten weiter lässt sich festhalten, dass dieser Wert stabil bleibt bzw. nicht übertroffen wird: Die Proxxon MF 70 liefert trotz normaler M6 Gewindestange mit halbwegs frischen, originalen Plastikmuttern und gut eingestellten Schlitten sehr brauchbare Ergebnisse. Wer schon zu ausgenudelte Muttern hat, der kann im Fachhandel für gut 6€ das Stück neue Spindelmuttern beziehen. Die Artikel- bzw. Teilenummern lauten:
- X-Achse: PROXXON 27110-12a
- Y-Achse: PROXXON 27110-12b
- Z-Achse: PROXXON 27110-52
Fragen? Fragen!
Früher oder später kommt man mit den normalen XYZ Achsen an seine Grenzen, spätestens dann, wenn man im Kreis arbeiten Read more
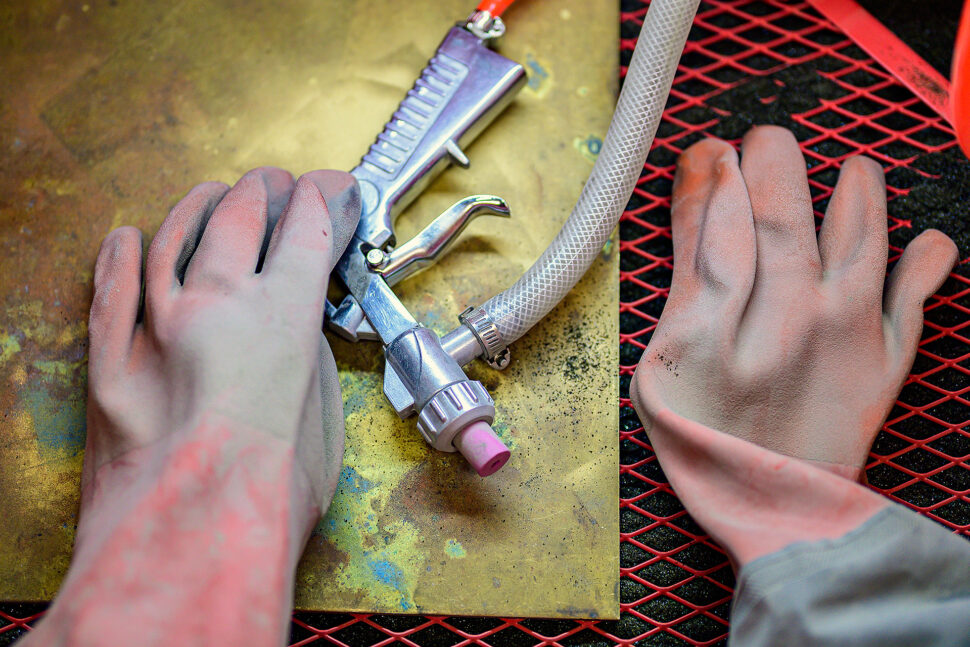
Wer anständig lackieren möchte, sollte seine Werkstoffe zuvor sandstrahlen. Meist ist es ja so dass man als Modellbauer mangels Sandstrahlkabine Read more

Die alte Ersa Lötstation hatte irgendwie ausgedient. Mitgebracht noch aus den späten 70ern des Vaters hatte sie noch lange für Read more

Das Gehäuse bereitete noch so einige Bauchschmerzen. Kurzum: Es war schon sehr gebastelt statt selbst gebaut und man sah ihm Read more
Hat Dir dieser Artikel geholfen? Mit einem Klick kannst Du ein Feedback geben!
(5,00/5, 9 Bewertungen)
Fehler gefunden? Frage? Hinterlasse einen Kommentar!
9 Kommentare
| »
Toller Beitrag, ich habe meine MF70 Gestern geliefert bekommen, und beim googeln über deinen Beitrag gestolpert. Auch ich habe das Ziel eine CNC daraus zu machen. Mir ist zu den Schrittverlusten etwas aufgefallen. Die NEMA haben alle 200 Schritte also die 1.8°. In deiner Konfiguration sind jedoch 400 angegeben. Dann werden diese mit Halb Schritten angesteuert, was zu Lasten des Drehmoment geht. Die 200 Schritte sollten an der Reproduzierbarkeit der Positionierung genauso gute Ergebnisse liefern. Ein Versuch ist es Wert.
Gruß
Lutz
| »
Hallo Lutz,
danke für die wichtige Ergänzung! Stimmt, ich arbeite mit Halbschritten. Die 0,0025mm schienen mir reizvoll. Ich habe den Kreuztisch allerdings auch mittlerweile damit gut am Laufen, auch wenn zwei Achsen gleichzeitig „rennen“ und dann natürlich sozusagen „doppelt-doppelt“ Leistung ziehen. Ich plane noch einen weiteren Artikel mit Erfahrungswerten, wo auch genau das thematisiert wird. Dieser hier ist ja erstmal nur etwas grundsätzlicher Natur um überhaupt zu beginnen und dennoch schon sehr lang geworden. 🙂
Sonnige Grüße,
Armin
| »
Ersteinmal: Toller Artikel mit verwertbaren Erfahrungen, vielen, vielen Dank!
Ich wollte mir auch eine MF70 zulegen, für den Modellbau und, da ich ein „fauler“ Mensch bin und nicht viele Male das gleiche Teil fräsen wil, spiele ich mit dem Erweiterungsgedanken: MF70 + Aufrüstsatz ist günstiger als die MF70 ready.
Deine einleitenden Wort haben mich allerdings stutzig gemach, zu kleine Maschine …
Leider ist die nächst größere mir fast 800 Euro deulich teurer und es fehlt das ready, wird nicht angeboten! Und bei derProxxon FF250 spielen wir in einer ganz anderen Liga, auch vom Preis her mit über 3.000 Euro.
Also doch die MF70 + Aufrüstsatz!
Hier hätte ich gerne mehr über die Verbesserungen erfahren, zB Typen der Lager etc. denn so, wie Du die geliefere Maschine beschreibst ist sie wohl sehr unbefriedigend.
Viele Grüße aus dem Berchtesgardener Land
PS: Habe Deinen Bericht auf der Suche nach einer Mdellbahnsteuerung rein zufällig gefunden – welch ein Glück!
| »
Hallo Ortwin,
erstmal vielen Dank für das Lob. Es freut mich, wenn meine gewonnenen Erfahrungen auch anderen weiterhelfen. 🙂
was die Axiallager angeht, so sollte da eigentlich ein Link zu amazon kommen. Der Server antwortet da aber wohl manchmal nicht und dann wird gar nichts angezeigt. Du brauchst F6-12M, ich habe diese hier verbaut: https://amzn.to/3iLM92M . Also einfache Normartikel. Damit empfinde ich die schon sehr robust und genau arbeitend, auch im Handbetrieb leichter und ohne Umkehrspiel. Mehr habe ich glaube ich gar nicht vorgenommen zur Verbesserung.
Es ist auch wirklich die Frage, was Du fräst und vor allem für welche Spurweite. Ich bin ja in LGB unterwegs, da ist die MF 70 auf Dauer halt wirklich nur was für Kleinteile, sonst hätte ich vermutlich auch nur sie und keine weitere.
Schöne Grüße,
Armin
| »
Hallo,
Ich habe schon an anderer Stelle vom Tausch der Axiallager gehört. Letztendlich würde ich doch an der Stelle, wo sich aktuell die Unterlegscheibe befindet, die Vertiefung auf 4,5 mm erweitern. Kann mir vorstellen, dass das Kurbeln dann etwas leichter von Hand geht, aber wie wirkt sich die Änderung auf das Spiel aus?
Da Fehlt mir die Erfahrung, könntest Du mir das kurz erklären.
Viele Grüße
Flo
| »
Hallo Florian,
das ist schon eine Weile her, dass ich die Maschine umgebaut habe, deshalb kann ich nicht mehr genau sagen, wie die Abfolge ist, aber ja: An der Unterlegscheibe musste erweitert werden, damit das Lager reinpasst.
Zum Spiel kann ich sagen, dass dieses nicht mehr vorhanden ist. Vor allem auf der Z-Achse hatte ich vor dem Umbau gehörig Spiel. Diese fährt nun auch butterweich, dank frischer Plastikmutter auch ohne Umkehrspiel.
Schöne Grüße,
Armin
| »
Hallo Armin, ersteinmal vielen Dank für Deine nette Antwort. – Ich bau ein „Spiel – LGB“ für meine Enkel auf, also weniger Modellbau, mehr Spiel. – Die Fräse möchte ich anderweitig einsetzen und bin nun guter Dinge, ich denke, ich habe mit der MF 70 die richtige Wahl getroffen.
Viele Grüße
Ortwin
| »
Hello!
I have purchased the same kit but I am not fully prepared for the technical parts. You wrote that it’s „Das war idiotensicher.“, but I am stucked at this point :). Do you know if there is a video that shows the mounting of the kit ?I’m having trouble with the X Y Z Stoppers, as the kit description and the physical kit don’t have the same cables.
Best Regards,
| »
Hi Dimitri,
please excuse the „little“ late reply, things have been a bit crazy here.
But I assume that you have been able to solve the problem by now?
Cheers,
Armin