Also ist es nur sinnvoll direkt an einen neuen Gastank zu denken, der durch höhere Füllmenge längere Fahrzeiten ermöglicht, was hinsichtlich der später angedachten Dampfspeisepumpe sicher auch kein Nachteil sein wird.
Vorüberlegungen
Mit Gas ist bekanntlich nicht zu spaßen. Bei einen Gastank gilt es gerade für den Echtdampf-Modellbau einige Überlegungen zu treffen. Gas dehnt sich mit zunehmender Wärme exponentiell aus. Nun benötigt man für das Kochen von Wasser sinnvollerweise allerdings viel Hitze, und der Gastank ist, sofern er nicht in einem Schlepptender sitzt, immer in der Nähe des Brenners oder Kessels. Daraus folgt, dass der Gastank entsprechend stabil gebaut sein muss, und gerade noch ausreichend kühl bleibt.
Auf der anderen Seite kühlt fließendes Gas – so sehr, dass die bekannten Vereisungen auftreten können. Das erkennt man auch gut daran, dass im Betrieb schnell Kondenswasser am Tank entsteht. Dementsprechend ist es gar nicht so falsch, dass der Gastank in der Nähe des Kessels oder des Brenners auf der Maschine sitzt. Eine gesunde Waage aus Wärme und Kühlung ist also herstellbar.
Vor allem ein warmer Gastank ist nicht mehr ordentlich befüllbar. Das liegt daran, dass Gas immer um einen Druckausgleich bemüht ist. Ist der Druck im (leeren) Gastank nun durch die Wärmeentwicklung höher als in der Gasflasche, wird kein Tropen die Gasflasche verlassen. Deshalb wird direkt ein Entlüftungsventil mit in die Planung einbezogen.
Material für Gastank besorgen
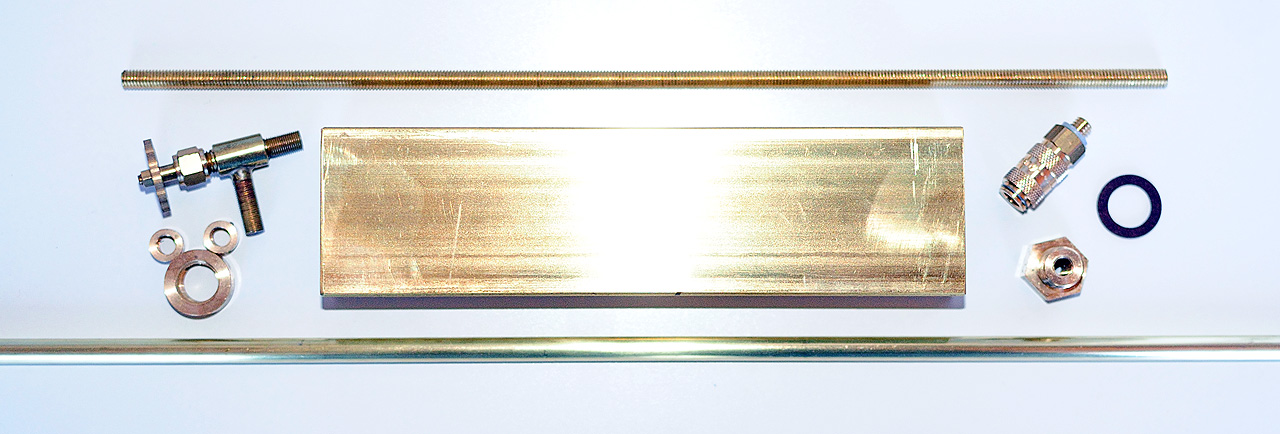
Material für den Gastank – nicht vollständig
Für den Gastank verwende ich normales 4-Kantrohr in 40x20mm, 150mm lang und 1,5mm dick. Dieses gibt es im Modellbauhandel zu erwerben. Außerdem benötigt es Einlötnippel. Einmal in M10 für das Gaseinfüllventil, sowie mindestens einmal in M5 für das Gasventil. Am besten lötet man noch ein weiteres M5 ein, um ein Entlüfungsventil platzieren zu können. Außerdem möchte ich später vielleicht mit einem zweiten Gastank arbeiten. Dazu brauche ich einen weiteren Einlötnippel. Da der Tank natürlich hartgelötet wird, muss auch Silberhartlot fürs Hartlöten ins Spiel. Die Kappen links und rechts verschließe ich mit einem 40mm x 20mm x 3mm „Deckel“, den ich . Zur Stabilisierung des Tanks werden zudem noch zwei Querstreben eingezogen, die aus 6mm Messing.
So steht also auf der Einkaufsliste:
- Vierkantrohr 150 x 40 x 20mm [z.B. Herrmann Echtdampf]
- Messingrohr 6mm mit 1,5mm Wandung [z.B. ebay]
- Messing-Gewindestange M5 [z.B. ebay]
- Halbzeug 3mm Messing
- min. 2x Einlötnippel M5 x 0,5 [z.B. Regner]
- 1x Einlötnippel M10 [z.B. Regner]
- Gasdüse [z.B. Regner, Reppingen, Herrmann]
- Schnellkupplung [z.B. Herrmann Echtdampf]
- Silberhartlot & Flussmittel [z.B. Bengs Modellbau]
- Messingstange 6mm [z.B. Bengs Modellbau]
Querstreben für Stabilität einziehen
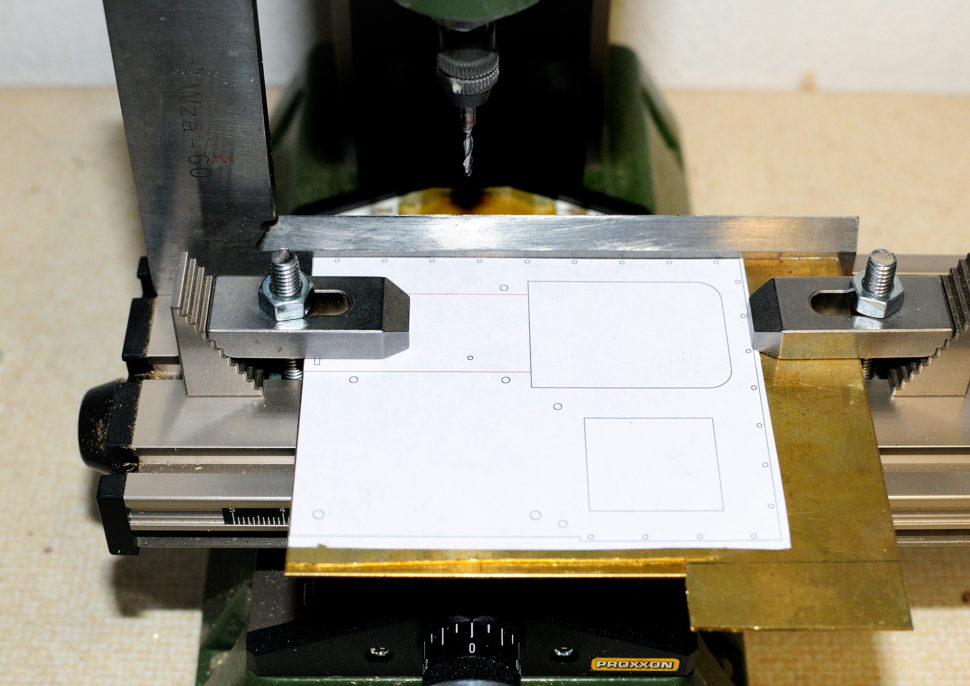
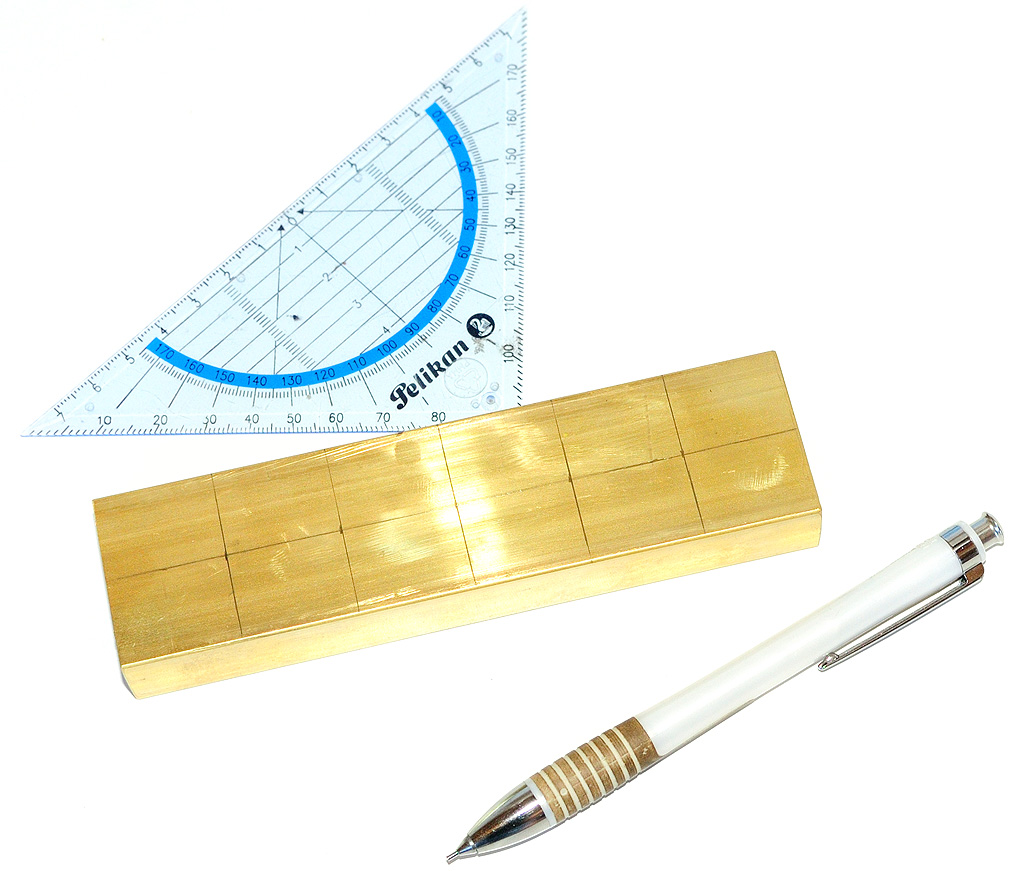 Im ersten Schritt zeichne ich die Bohrungen für die Querstreben auf dem Vierkantrohr ein. Diese werden in gleichmäßigem Abstand zentriert auf der Mittelachse gebohrt. Für die Querstreben verwende ich das Messingrohr mit 1,5mm Wandung. Damit habe ich die selbe Wandstärke wie das Vierkantrohr selbst. Ich habe mich für insgesamt 5 Querstreben entschieden. Das ist sicher etwas überdimensioniert, aber das ist mir lieber als andersrum. Außerdem entsteht dadurch mehr Fläche zum Wärmeausgleich.
Im ersten Schritt zeichne ich die Bohrungen für die Querstreben auf dem Vierkantrohr ein. Diese werden in gleichmäßigem Abstand zentriert auf der Mittelachse gebohrt. Für die Querstreben verwende ich das Messingrohr mit 1,5mm Wandung. Damit habe ich die selbe Wandstärke wie das Vierkantrohr selbst. Ich habe mich für insgesamt 5 Querstreben entschieden. Das ist sicher etwas überdimensioniert, aber das ist mir lieber als andersrum. Außerdem entsteht dadurch mehr Fläche zum Wärmeausgleich.
Durch mögliches Spiel und Verzug des Bohrers (Baumarkt-Tischbohrer) zeichne ich auf beiden Seiten ein und bohre auch von beiden Seiten.
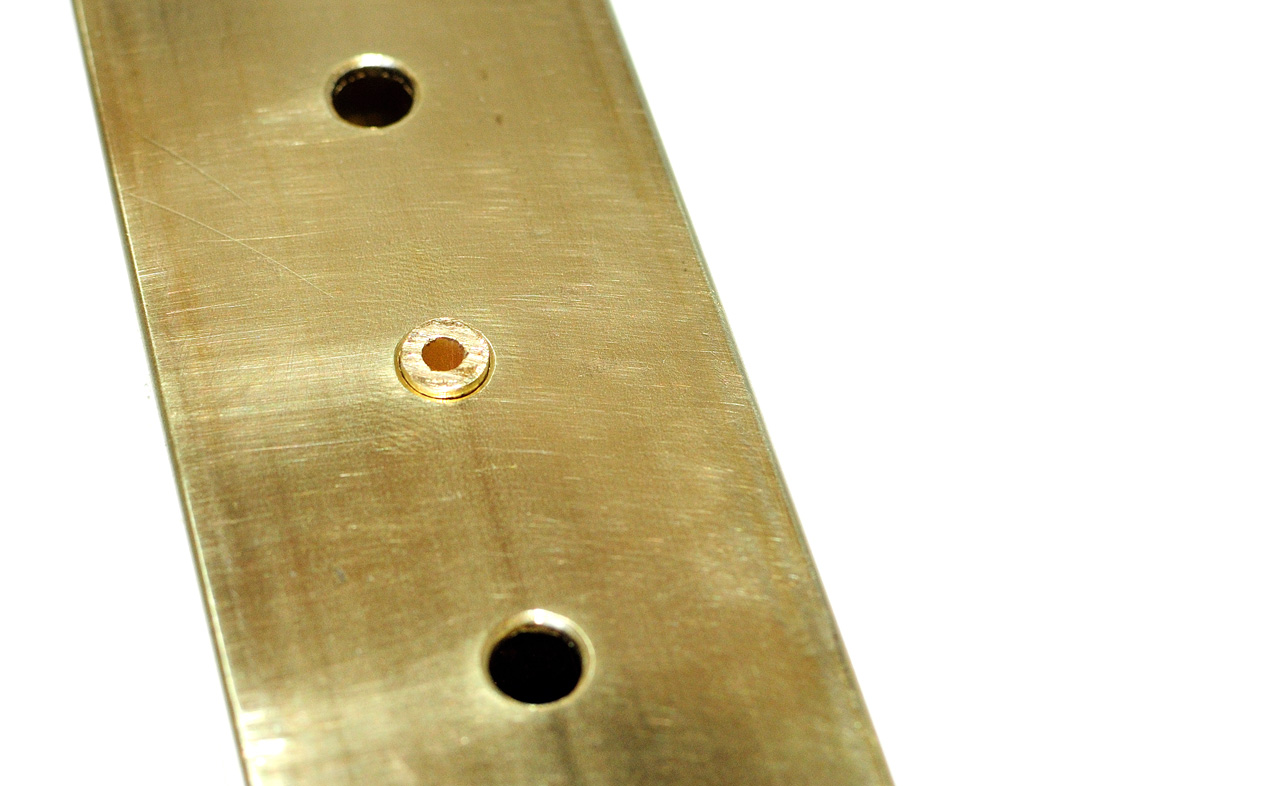 Nach dem Einzeichnen wird gekörnt und gebohrt. Die Bohrungen werden dann noch mit einer Rundfeile etwas geweitet, damit die Bolzen sich ohne nennenswertes Spiel leicht durchstecken lassen, und das spätere Silberlot eine durchgehende Verbindung herstellen kann. Zusätzlich senke ich noch mit einem 7mm Bohrer außen eine 0,5mm tiefe Nut. Die Bolzen lasse ich zunächst noch ein Stück herausstehen und feile sie nach dem Löten zu der Oberfläche plan.
Nach dem Einzeichnen wird gekörnt und gebohrt. Die Bohrungen werden dann noch mit einer Rundfeile etwas geweitet, damit die Bolzen sich ohne nennenswertes Spiel leicht durchstecken lassen, und das spätere Silberlot eine durchgehende Verbindung herstellen kann. Zusätzlich senke ich noch mit einem 7mm Bohrer außen eine 0,5mm tiefe Nut. Die Bolzen lasse ich zunächst noch ein Stück herausstehen und feile sie nach dem Löten zu der Oberfläche plan.
Außerdem werde ich auch in die Bolzen, nachdem sie plan gefeilt sind, eine kleine Senkbohrung machen. Das sieht zum einen schöner aus, und wenn nötig kann man so auch noch leichter ein 2mm Kuperrohr einfädeln, welches als Stichleitung vom Kessel den Tank wärmt falls nötig (soweit die Theorie).

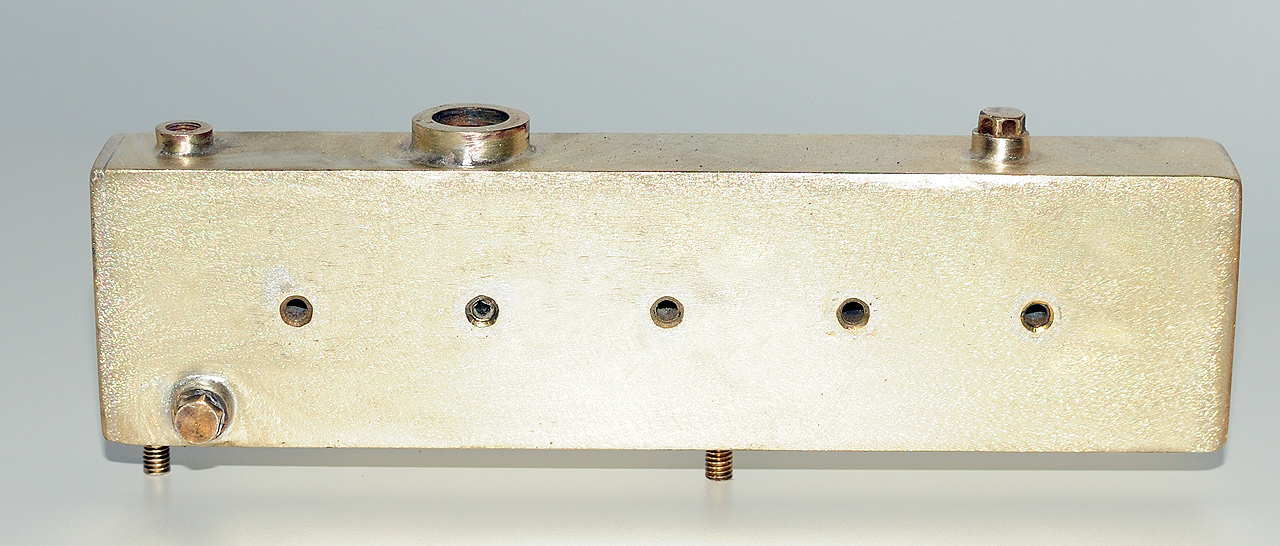
Fertige Querbolzen im Gastank
Einsetzen der Einlötnippel in den Gastank
Bei den Einlötnippeln orientiere ich mich zunächst an dem Originaltank, den Regner fertig mitliefert. Der Einlötnippel für die Gasdüse kommt somit zentriert mit rechtsbündig 10mm Abstand oben rechts auf den Gastank. Den Einlötnippel für das Nachfüllventil setze ich auf 50mm von rechts und den zweiten M5 Einlötnippel für das Entlüftungsventil auf 50mm von links. Damit kann die Entlüftung über den Wasserkastendeckel direkt erreicht werden.
Einen weiteren Einlötnippel setze ich zudem auf der „Hinterseite“ des Gastanks (ins Führerhaus hinein) unten rechts, mit Abstand von 11,5mm von links und unten. Mit dem unteren Einlötnippel erhält man von außen Zugriff auf das verflüssigte Gas bzw. die im Tank befindlichen, flüssigen Gasreserven, die sich naturgemäß unten ablagern. Das wird mal interessant sobald der zweite Gastank im Tender ins Spiel kommt. Erstmal wird aber nur der Einlötnippel gesetzt und mit einer Blindschraube dicht gemacht.

Hart verlötete Einlötnippel im Gastank
Zu dem M10 Einlötnippel noch ein paar Worte. Bei den Regner Tanks ist es so, dass das Gewinde für die Gasdüse erhöht in einem 16mm Kupferrohr steckt, welches 20mm aus dem Gastank herausragt. Das wurde deshalb so gewählt, weil das Ventil ebenfalls eine Schafthöhe von 20mm hat. Somit ist der Austritt des Gases in den Tank am höchsten Punkt. Die Geister scheiden sich, ob man nicht lieber noch einen Puffer zur Oberkante des Gastanks einhalten sollte. Bei meinem Gastank löte ich den Einlötnippel direkt auf die Oberseite des Gastanks. Der Adapter für die Schnellkupplung hat eine Einschraubhöhe von 8mm. 6mm sind zusammen genommen die Falz des Einlötnippels sowie die dicke Abildichtung. Zieht man nun noch die Wandstärke des Gastanks von 1,5mm ab, ragt bei meinem Modell der Gaseintritt ebenfalls nur 0,5mm in den Gasraum. Deshalb sollte man schon darauf achten nicht zu überfüllen.
Seitenplatten fertigen und verlöten
 Die Seitenblatten werden aus 3mm Halbzeug gefertigt. Dafür säge ich mir zwei ca. 4,5×2,5cm heraus. Damit stehen die Plättchen zunächst über während ich sie anlöte. Das ist deshalb wichtig, damit hinterher keine allzu offensichtlichen Nute entstehen.
Die Seitenblatten werden aus 3mm Halbzeug gefertigt. Dafür säge ich mir zwei ca. 4,5×2,5cm heraus. Damit stehen die Plättchen zunächst über während ich sie anlöte. Das ist deshalb wichtig, damit hinterher keine allzu offensichtlichen Nute entstehen.
Auf der Oberfläche der Deckel feile ich an allen Seiten eine 1,5mm tiefe Nut in das Material, damit ich den Decke auch tatsächlich hinterher passgenau in den Tank einlegen kann, und sich das Silberlot an einer großen Oberfläche ideal zwischen das Material legen kann.
Vor dem Löten wird deshalb natürlich auch die Innenseite des Gastanks mit Schleifleinen bearbeitet. Das Flussmittel verteile ich dann in der Nut auf dem Deckel und drücke ihn soweit möglich in den Tank. Das ausquellende Flussmittel bildet nun eine ideale Verteilung und das Löten kann beginnen.
 Habe ich die Plättchen fertig gelötet, rücke ich ihnen mit der Schleifmaus und Feile zu Leibe und feile zunächst plan und bilde dann abgerundete Ecken heraus. Damit wirkt der Gastank wie aus einem Guss. Eine ausreichende Haltbarkeit ist dadurch, dass der Deckel in den Tank ragt und sich auch dort durch das Silberlot mit dem Vierkant-Messingrohr verbindet, ausreichend gegeben.
Habe ich die Plättchen fertig gelötet, rücke ich ihnen mit der Schleifmaus und Feile zu Leibe und feile zunächst plan und bilde dann abgerundete Ecken heraus. Damit wirkt der Gastank wie aus einem Guss. Eine ausreichende Haltbarkeit ist dadurch, dass der Deckel in den Tank ragt und sich auch dort durch das Silberlot mit dem Vierkant-Messingrohr verbindet, ausreichend gegeben.
Füße zur Befestigung
Es mag pedantisch sein, aber ich wollte den Gastank später auf dem Rahmen vernünftig kontern können. Deshalb mache ich die Füße nicht wie beim Originaltank aus 5mm Messingrundstab, sondern setze zwei M4 Gewindestangen an, auf die ich dann eine Mutter setzen kann.
Deshalb säge ich mir zwei Gewindestifte aus der Gewindestange auf 8mm Länge zurecht. In die Bolzen bohre ich dann von einer Seite gut 6mm mit einem 1,8mm Bohrer und schneide jeweils ein M2 Gewinde rein. An den eingezeichneten Punkten setze ich zwei Tropfen Flussmittel auf und stelle die Bolzen an, die ich jeweils mit einer Klemme fixiere. Mit dem Flussmittel sollte hier nicht allzu verschwenderisch umgegangen werden, da man sonst Gefahr läuft, dass das Flussmittel das Gewinde zu weit hinauf läuft und es unbrauchbar macht. Hier sollte man also wirklich sauber und exakt arbeiten. Um das Ganze anzutesten, habe ich zwei Probelötungen an einem Reststück probiert. Alternativ kann man natürlich auch die erste Umdrehung des Gewindes abfeilen.
Gewinde kontrollieren & Drucktest durchführen
Nachdem alles fertig verlötet ist, muss man schauen ob das Gas auch im Tank bleibt: Die Kaltwasser-Druckprobe steht an. Dazu fülle ich den Tank komplett mit Wasser. In ein M5 Nippel schraube ich nun ein Nachfüllventil, in ein anderes ein Manometer zur Kontrolle. Das ist auch die ideale Gelegenheit die ganzen Gewinde zu überprüfen. Möglicherweise hat sich durch die thermische Einwirkung ein oder mehrere Gewinde verzogen. Diese sind dann natürlich nachzuschneiden. Die Schraube sollte locker mit der Hand einzudrehen sein. Ein wenig knarzen kann es schon. Das sind dann Staubpartikel und/oder Reste des Flussmittels.
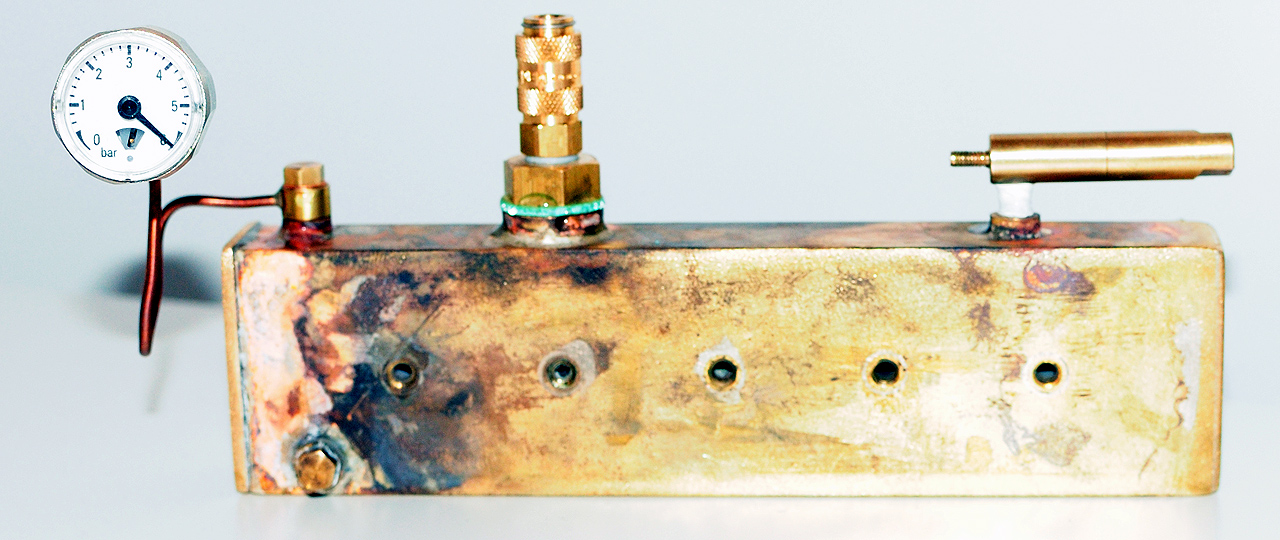
Kaltwasser Druckprobe am Gastank
Druckprüfung durch Kaltwasser Druckprobe
Die Kaltwasser Druckprobe ist obligatorisch für jeden Kessel – und auch ein Gastank kann wunderbar mit dieser Druckprüfung auf Dichtigkeit getestet werden. Hierzu wird der Gastank zunächst vollständig mit Wasser gefüllt. Nun wird über ein Druckventil der Druck im Kessel auf 6 bar gepumpt. Dem ersten Augenschein nach ist der Tank schon mal dicht. Der Tank wird dann über Nacht beiseite gelegt und am nächsten Morgen darf ich mich freuen: Er hat den Druck gehalten und keine Leckagen oder Ausbeulungen gezeigt. Der Tank wird also auch das Gas halten.
Gastank (auch von innen) reinigen
Nachdem der Drucktest erfolgreich war, muss man ihn vor dem Lackieren reinigen. Doch nicht nur von außen, auch von innen ist er so sauber wie möglich zu machen. Durch die schmalen Öffnungen kann man natürlich nicht mehr mechanisch irgendwas polieren, doch wenn man sich vergegenwärtigt, dass die Gasdüse später nur 0,2-0,25mm dick ist, ist klar, dass auch der feinste Staub aus dem Tank entfernt werden muss.
Die Außenreinigung des Gastanks
Vor der Innenreinigung steht erstmal die Außenreinigung des Gastanks an. Da dies mechanisch passiert, wirbelt es noch einiges an Staub und Dreck auf, der unweigerlich auch in Teilen wieder im Kessel landet. Außen wird der Gastank einfach sauber geschliffen und mit 120er Schleifpapier für die Lackierung angeraut.
Die Innenreinigung des Gastanks
Zur Innenreinigung des Gastanks fülle ich ihn im Verhältnis 2:1 mit Essigessenz und Wasser bis zur Oberkante, sodass die Gewinde der Einlötnippel mit im Wasser stehen. Dieses lasse ich über Nacht einwirken. Wenn man den Gastank nun am nächsten Tag wieder auskippt, wird man am Abwasser schnell sehen, was die Essigsäure alles an Unrat und Flussmittelreste aus dem Gastank gelöst hat. Wirklich sauber ist er damit aber noch nicht. Zum Abschluss schieße ich noch einen großzügigen Schuss Spülmittel hinein und fülle den Tank zu ca. 2/3tel mit Wasser auf. Diesen schüttel ich dann kräftig mehrmals hin und her und kippe das Wasser wieder aus. Das Ganze wiederhole ich einige male, bis das Wasser aus dem Kessel sauber ist. Damit entferne ich die Fettrückstände vollständig. Nun kann er in Ruhe abtrocknen.
Gastank lackieren
Für das Lackieren klebe ich zunächst die Füße ab, da die Gewinde ohnehin den Lack nicht halten werden können, wenn ich die Kontermutter aufziehe. Sämtliche Öffnungen verschließe ich nun mit M5er Schrauben, in das M10er Loch schraube ich eine alte Gasdüse, an die ich auch die Kordel befestige, mit der ich den Gastank dann in einen alten Pappkarton hänge. Nun gleichmäßig lackieren und nach dem Antrocknen ab in den Ofen – doch vorher noch das Kreppband von den Füßen entfernen. Das fängt sonst furchtbar an zu stinken.
Fertig ist der neue Gastank und Bereit zur Montage. Als letztes wird die Gasdüse sowie das Einfüllventil und das Entlüftungsventil sauber eingeschraubt, der Nippel für die Flüssiggasentnahme verschlossen und der Tank kann auf der Maschine montiert werden. Da ich die selben Abstände für die Füße verwendet habe wie beim Originaltank entfällt zusätzliches Bohren am Umlaufblech.

Das Gehäuse bereitete noch so einige Bauchschmerzen. Kurzum: Es war schon sehr gebastelt statt selbst gebaut und man sah ihm Read more
Nach reiflicher Überlegung war Proxxon MF 70 die Antwort auf die Frage, welche Fräse es denn nun werden soll. Nachdem Read more

Viel schneller als gedacht sind nun neue Lager fällig geworden. Das Regner Getriebe von 1995 hat noch durchweg Messing auf Read more
Hat Dir dieser Artikel geholfen? Mit einem Klick kannst Du ein Feedback geben!
(5,00/5, 4 Bewertungen)
Fehler gefunden? Frage? Hinterlasse einen Kommentar!
2 Kommentare
| »
Derzeit bereite ich die Erweiterung des Gastanks einer Accucraft Decauville 0-4-0
auch in den Wasserkästen hinein vor.
Accucraft sagte mir, dass man die Gastanks einem Prüfdruck von 600psi,
das sind über 41 bar unterziehe.
Sind da die 6 bar nicht etwas wenig?
Meine Messung ergab, dass der Gastank im Betrieb bis zu 60 Grad C
warm wird. Propan drückt dann mit
22 bar.
| »
Hallo,
natürlich! Schaut man sich die Kurve von Propan an kann einem ganz schnell anders werden und auch beim üblichen 70/30 Gemisch entstehen noch immer hohe Drücke jenseits der hier zu Grunde liegenden 6bar Prüfdruck.
Vielleicht hätte ich eher „Dichtigkeitsprobe“ schreiben sollen, denn tatsächlich ging es (mir) primär darum sicherzustellen dass der Tank dicht ist. Ist er bis 6 bar dicht sind auch die Nähte sauber und so verschiebt sich die nächstmögliche Schwachstelle ohnehin auf die eingeschraubten Armaturen und derer Dichtringe. Sicher ist das kein „verkaufsfähiges Argument“ und als Hersteller würde ich mich auch mit entsprechenden Prüfprotokollen und anderen Drücken absichern.